A gate valve is a linear-motion isolation device that controls flow by raising or lowering a flat or wedge-shaped gate perpendicular to the pipeline bore — and in oil extraction, it remains the dominant valve type for large-diameter, high-pressure mainline isolation where full, unobstructed flow is required and frequent operation is not. According to the Global Valve Market Report 2023 (MarketsandMarkets), gate valves account for approximately 28% of all valves sold into the oil and gas upstream sector by unit volume, second only to ball valves, with the segment valued at over $2.1 billion annually. Understanding exactly what a gate valve is, how it works, and where it belongs in an oilfield system is fundamental knowledge for every drilling engineer, production supervisor, and procurement specialist.
What Is a Gate Valve and How Does It Work?
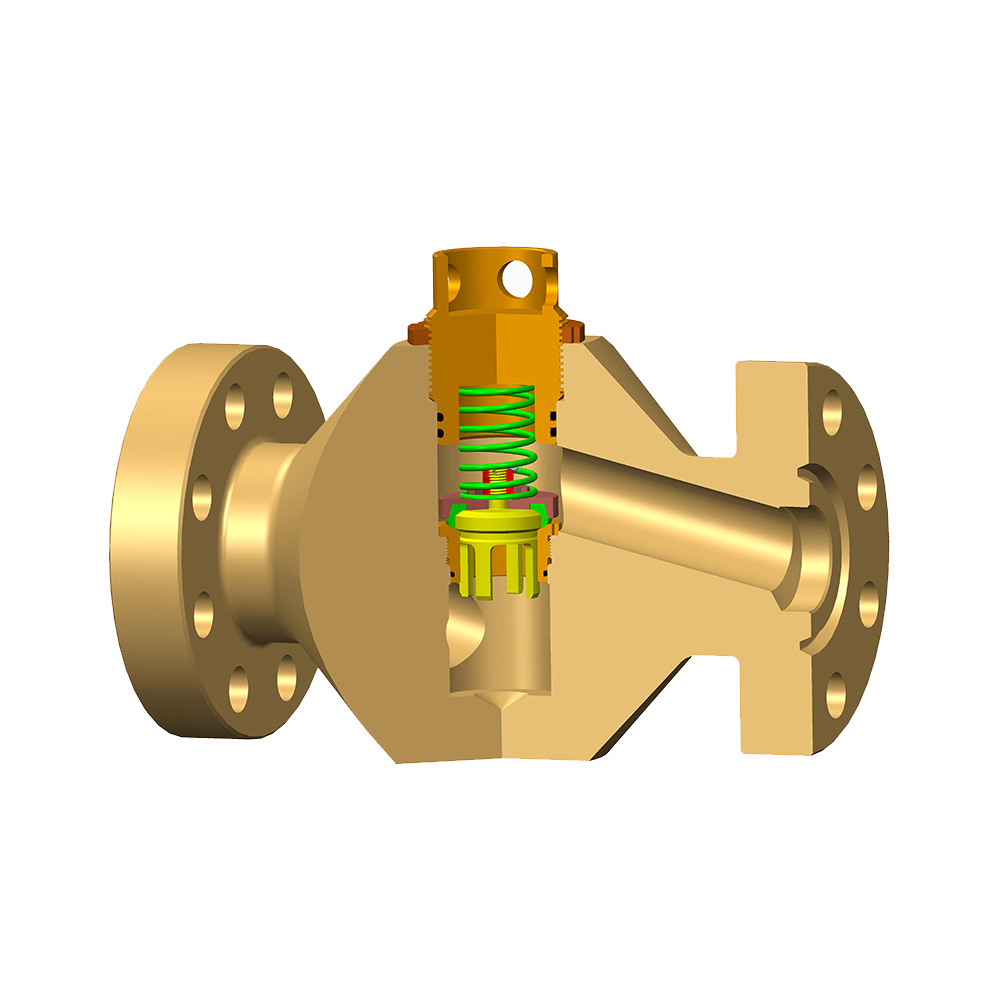
A gate valve operates by moving a gate — a flat disc or tapered wedge — perpendicular to the direction of flow, either fully retracting into the bonnet cavity (fully open) or fully blocking the bore (fully closed). Unlike a ball valve that rotates 90 degrees, a gate valve requires multiple full turns of the handwheel or actuator stem to travel between open and closed positions, which is why it is classified as a multi-turn valve. In the fully open position, the gate retracts completely into the bonnet above the flow path, leaving an unobstructed, full-bore passage with virtually zero pressure drop — a critical advantage in high-flow crude oil trunk lines where even a small restriction causes measurable production loss.
The core components of an oilfield gate valve are:
- Valve Body: The pressure-retaining shell, typically forged from carbon steel (ASTM A105), alloy steel (ASTM A182 F22), or stainless steel. The body houses the flow ports and seats and carries the full pipeline pressure rating — up to 20,000 psi in extreme HPHT wellhead service.
- Gate (Disc): The sliding closure element. Solid wedge gates, flexible wedge gates, split wedge gates, and parallel slab gates are the four main variants used in petroleum service, each offering different sealing characteristics and resistance to thermal binding.
- Seats: Two seating surfaces inside the body against which the gate seals when closed. In oilfield service, seats are integral (machined from the body), inserted (replaceable rings), or hard-faced with Stellite or tungsten carbide to resist erosion from sand-laden crude.
- Stem: Transmits rotational torque from the handwheel or actuator into linear motion of the gate. Rising-stem designs visually indicate valve position (the stem rises when open); non-rising-stem designs keep the stem fully enclosed — preferred where height clearance is limited on offshore platforms.
- Bonnet: The upper closure that seals the body cavity and guides the stem. Bolted bonnets are standard for most oilfield service; pressure-seal bonnets are used above 900# (ASME Class 900) where bonnet leakage risk is highest.
- Packing and Gland: Stem sealing system that prevents external leakage. In H2S sour-gas service, packing materials and gland designs must comply with NACE MR0175 / ISO 15156 to prevent sulfide stress cracking and toxic H2S release.
Types of Gate Valves Used in Oil Extraction
There are five principal gate valve designs deployed across upstream oil operations, each engineered to address a specific combination of pressure, temperature, fluid type, and cycling frequency.
1. Solid Wedge Gate Valve
The solid wedge is the simplest and most widely used gate valve design in oilfield service. A single-piece tapered gate seats against two angled seats in the body, providing reliable sealing across a wide pressure and temperature range. Solid wedge designs are standard for non-corrosive crude oil service up to ASME Class 2500 (approximately 6,250 psi at 100°F). Their limitation is susceptibility to thermal binding — in hot service, differential thermal expansion between the gate and body can lock the gate against the seats, making the valve impossible to open. This is why solid wedge valves are rarely specified for steam-injection or high-temperature (above 500°F) well service.
2. Flexible Wedge Gate Valve
The flexible wedge has a circumferential groove cut into the gate that allows the two seating faces to flex independently, compensating for minor seat misalignment and reducing thermal binding. Flexible wedge gate valves are the preferred design for steam-flood and thermal EOR (enhanced oil recovery) injection lines where temperatures can exceed 650°F (343°C). According to ASME B16.34 (2021), flexible wedge designs achieve tighter sealing in high-temperature service than solid wedges while maintaining equivalent pressure ratings.
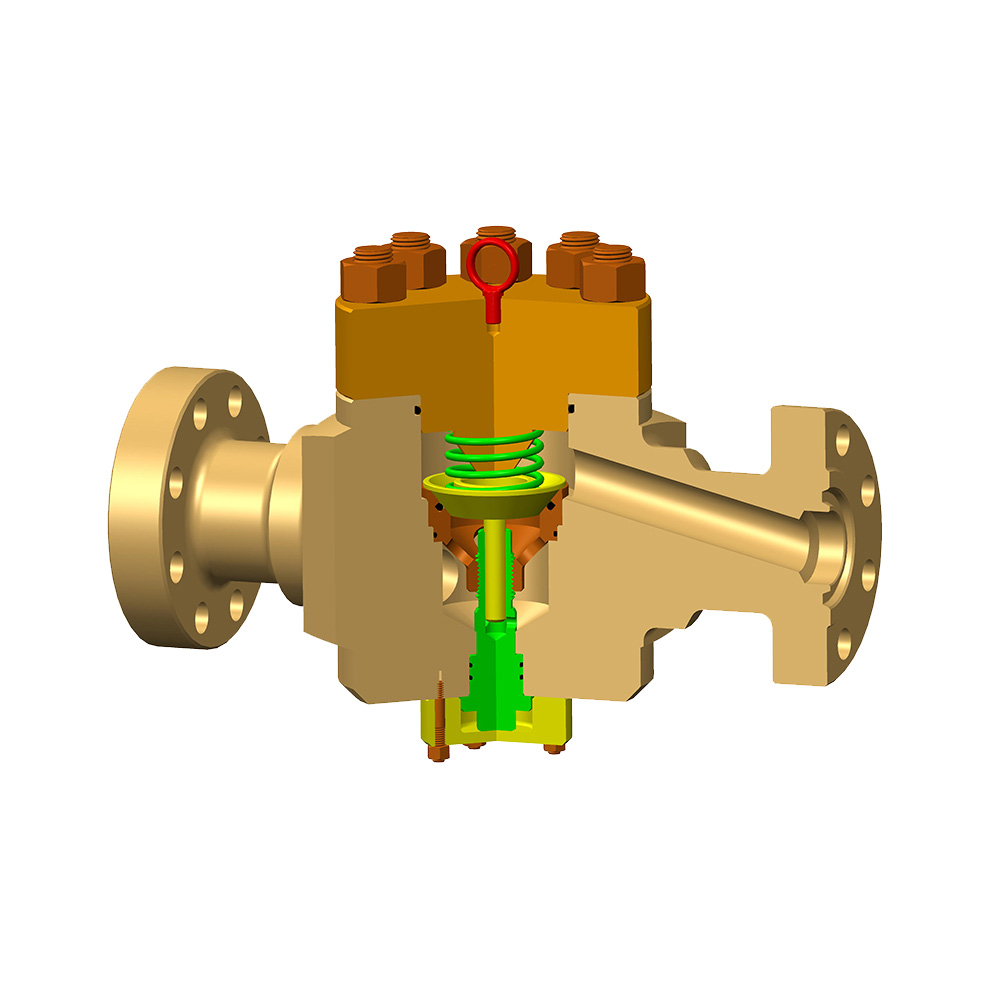
3. Parallel Slab Gate Valve (Expanding Gate Valve)
Parallel slab gate valves use two parallel gate segments — a slab and a spacer — that spread apart mechanically in the closed position to engage both seats simultaneously, providing a double-block sealing action. This design is the dominant choice for wellhead and Christmas tree service per API 6A, because it eliminates the thermal binding issue entirely (the gate does not wedge against the seats), allows pipeline pigs to pass through the flat-faced bore, and achieves zero-leakage metal-to-metal sealing at pressures up to 20,000 psi. The expanding gate valve is the highest-specification gate valve in the petroleum industry.
4. Knife Gate Valve
Knife gate valves use a thin, sharp-edged gate that cuts through viscous or slurry-type fluid to achieve closure. In oilfield applications, knife gate valves are used in produced-water treatment systems, drilling mud handling, and cuttings slurry lines where conventional wedge gates would be plugged by solids accumulation in the body cavity. They are not suitable for high-pressure service — maximum rated pressure is typically 150 psi to 300 psi — but are highly effective in low-pressure, high-solids fluid handling.
5. Through-Conduit Gate Valve
Through-conduit gate valves feature a full-bore opening in the gate itself, so that when the valve is open, the flow path passes through the gate rather than above it. This eliminates the pocket in the body cavity where solids, wax, or hydrates can accumulate in conventional gate designs. Through-conduit designs are widely specified for crude oil export pipelines and pig-receiving applications where internal cleanliness and piggability are mandatory. They are also used in buried onshore pipeline isolation stations where valve cavity drainage is impractical.
Gate Valve vs. Ball Valve vs. Globe Valve: Which Is Right for Oil Extraction?
Selecting the wrong valve type for an oilfield application is one of the most common and costly procurement errors — a gate valve specified where a ball valve is required can mean a failed ESD response, while a ball valve specified where a gate valve belongs adds unnecessary cost. The table below provides a direct technical comparison based on API 6D, API 6A, and ASME B16.34 service requirements:
| Criteria | Gate Valve | Ball Valve | Globe Valve |
|---|---|---|---|
| Operating Motion | Multi-turn linear (slow) | Quarter-turn rotary (fast) | Multi-turn linear (slow) |
| Flow Resistance (fully open) | Very low (full bore) | Very low (full bore design) | High (S-shaped flow path) |
| Emergency Shutdown (ESD) | Not suitable (too slow) | Excellent (under 1 second) | Not suitable |
| Throttling / Flow Control | Not recommended (erosion risk) | Not recommended (standard bore) | Excellent |
| Max Pressure (API rated) | Up to 20,000 psi (API 6A) | Up to 15,000 psi (API 6A) | Up to 6,000 psi (ASME 2500#) |
| Piggable (pig passage) | Yes (through-conduit design) | Yes (full-bore design) | No |
| Cycle Frequency Suitability | Low (infrequent isolation) | High (10,000+ cycles) | Medium |
| Relative Purchase Cost (same size/class) | Low–medium | Medium–high | Medium |
| Thermal Binding Risk | Yes (solid wedge type) | No | No |
| Best Use Case in Oil Extraction | Large-bore mainline isolation, wellhead master valves (expanding gate) | ESD, wellhead wing valves, subsea isolation | Chemical injection flow control, utility systems |
Table 1: Technical comparison of gate valve, ball valve, and globe valve for oil extraction service. Data based on API 6A, API 6D, and ASME B16.34 specifications.
Where Gate Valves Are Used Across the Oil Extraction Value Chain
Gate valves appear at specific, well-defined locations in every upstream oil production system — chosen not because they are universally superior, but because their combination of full-bore flow, high-pressure capability, and low-frequency operation matches the requirements of mainline isolation and wellhead master valve service better than any other valve type.
Wellhead Master Valve (Surface and Subsea)
The wellhead master valve — the primary isolation valve between the reservoir and the surface production system — is in most API 6A-rated wellhead assemblies an expanding parallel gate valve (also called a slab gate valve). This design provides zero-leakage metal-to-metal sealing at pressures up to 20,000 psi, handles sand and scale without plugging the valve cavity (through-conduit configuration), and maintains sealing integrity even after extended periods of inactivity — a critical requirement for infrequently operated master valves. According to API Specification 6A (Twenty-First Edition, 2018), all wellhead gate valves must pass a hydrostatic shell test at 1.5 times the rated working pressure and a seat test at rated working pressure with zero visible leakage.
Crude Oil Trunk Line and Export Pipeline Isolation
On large-diameter crude oil pipelines (12 inches to 48 inches nominal bore), gate valves are the economic choice for mainline block valve stations, pig trap isolation, and emergency block locations. At these large sizes, a trunnion-mounted full-bore ball valve can cost 3–5 times more than an equivalent API 6D gate valve. Since mainline block valves operate infrequently — typically fewer than 12 times per year — the speed advantage of ball valves is irrelevant, making gate valves the cost-optimal selection. A 24-inch, Class 600 API 6D through-conduit gate valve at a typical isolation station is roughly 40% lower in capital cost than an equivalent full-bore ball valve, according to industry procurement benchmarking data published by the Pipeline and Gas Journal (2022).
Drilling and Well Completion Operations
Gate valves are integral to the blowout preventer (BOP) stack and wellbore isolation systems during drilling. The drilling spool gate valves on the BOP stack must handle well-kill fluid, cement slurry, and high-pressure gas kicks — all in a single valve. API 16A-rated gate valves on BOP choke and kill lines must withstand pressures up to 20,000 psi and operate reliably in the most demanding flow conditions encountered anywhere in the oilfield. Likewise, during well completion, gate valves on the completion string isolation manifold control annulus fluid circulation and Christmas tree equalization.
Water Injection and Enhanced Oil Recovery (EOR)
Water injection systems that maintain reservoir pressure or implement waterflood EOR use large numbers of gate valves on injection headers and distribution manifolds. Injection pressures typically range from 1,000 to 5,000 psi, and flow rates can exceed 100,000 barrels per day (bpd) per injection station, requiring large-bore valves where gate valve economics are compelling. For steam-injection thermal EOR (used in heavy oil production in fields such as the Canadian oil sands), flexible wedge gate valves in ASME Class 900 or Class 1500 stainless steel or alloy steel are specified to handle steam at temperatures up to 650°F (343°C) and pressures up to 2,500 psi.
Produced Water Treatment and Disposal
Produced water — the saline water co-produced with crude oil — must be separated, treated, and either re-injected or disposed. At each stage of produced water handling, gate valves (often knife gate designs for high-solids content) isolate filters, desanders, and injection pumps. The corrosiveness of produced water (high chloride, often containing CO2 and H2S) requires gate valve bodies in duplex stainless steel (UNS S31803) or super duplex (UNS S32750) to prevent pitting and crevice corrosion that would cause premature failure in carbon steel.
Key Standards Governing Gate Valves in Oil Extraction
Every gate valve used in upstream oil production must comply with at least one mandatory industry standard — and non-compliant valves are rejected at pre-installation inspection, creating costly delays and re-procurement lead times of 8–20 weeks for large-bore, high-pressure items.
| Standard | Issuing Body | Scope for Gate Valves | Key Requirement |
|---|---|---|---|
| API 6A (21st Ed., 2018) | American Petroleum Institute | Wellhead and Christmas tree gate valves up to 20,000 psi | Shell test at 1.5x WP; zero-leakage seat test; fire test for PR2 |
| API 6D (24th Ed., 2014) | American Petroleum Institute | Pipeline gate valves, through-conduit designs | Dimensional requirements, cycle testing, materials, anti-static |
| API 16A (4th Ed., 2017) | American Petroleum Institute | BOP choke and kill line gate valves | Rated to 20,000 psi; performance testing with abrasive slurry |
| ASME B16.34 (2021) | ASME International | Gate valves in ASME pressure classes 150 to 4500 | Wall thickness, body design, test pressures by material and class |
| NACE MR0175 / ISO 15156 (2015) | NACE International / ISO | All gate valves in sour (H2S) service | Material hardness limits (max 22 HRC for C-steel); SSC resistance |
| API 6FA / API 607 (2016) | American Petroleum Institute | Fire-testing of gate valves with soft or resilient seats | Must retain seat sealing after 30-minute burn at 1,800°F (982°C) |
| ISO 14313 (2007) | ISO | Pipeline gate valves (international equivalent of API 6D) | Accepted as equivalent to API 6D in most international projects |
Table 2: Primary industry standards applicable to gate valves in oil extraction, with issuing body, scope, and key compliance requirements. Sources: API, ASME, NACE International, ISO.
Material Selection for Gate Valves in Oilfield Environments
Correct material selection for a gate valve in oil extraction prevents three of the most common failure modes — sulfide stress cracking (SSC) in H2S service, chloride pitting in produced-water service, and creep failure in high-temperature EOR injection. Choosing the wrong alloy can lead to catastrophic valve failure within weeks of installation.
- Carbon Steel (ASTM A216 WCB / A105N): Standard for sweet crude service (H2S below 0.05 psia partial pressure) at temperatures from -20°F to 800°F. Post-weld heat treatment (PWHT) and hardness control below 22 HRC are required per NACE MR0175 even in nominally sweet service as a precaution against transient H2S exposure.
- Low-Temperature Carbon Steel (ASTM A352 LCB / LCC): Mandatory for Arctic onshore and deepwater offshore applications where design temperatures fall to -50°F (-46°C). Charpy impact testing at minimum design temperature is required per ASME B16.34 and API 6D.
- Alloy Steel (ASTM A182 F11 / F22 / F91): Required for high-temperature service above 750°F (399°C) in steam-flood EOR wells and high-pressure steam injection headers. F91 (9Cr-1Mo-V) provides superior creep resistance for service up to 1,100°F (593°C) and is the material of choice for supercritical steam injection.
- 316 / 316L Stainless Steel: Suitable for produced water and seawater injection service at temperatures below 140°F (60°C). Above this temperature, chloride-induced stress corrosion cracking (Cl-SCC) becomes a risk and duplex grades are required.
- Duplex Stainless Steel (UNS S31803 / 2205): The standard material for produced water, seawater injection, and mild sour service (H2S below 1 psia partial pressure). Provides approximately 2x the yield strength of 316 SS and a Pitting Resistance Equivalent Number (PREN) above 32, enabling resistance to chloride pitting at temperatures up to 150°F (65°C).
- Super Duplex Stainless Steel (UNS S32750 / 2507): Specified for aggressive sour-gas and high-chloride produced water service. PREN above 40 ensures resistance to pitting in seawater at temperatures up to 185°F (85°C). Per NACE MR0175 Part 3, super duplex is acceptable in sour service when solution-annealed and quench-hardened to achieve the correct microstructure and hardness (maximum 310 HV10).
- Inconel 625 / 718 (UNS N06625 / N07718): Reserved for the most aggressive service — high H2S partial pressure (above 100 psia), high CO2 partial pressure (above 30 psia), and elevated temperatures. Used primarily for gate valve stems, seats, and internal trim in HPHT wells where carbon steel and stainless steel alloys are both susceptible to corrosion. Inconel 625 gate valve internals can extend maintenance intervals from 2 years to over 10 years in severe sour service, representing significant lifecycle cost savings despite the higher initial material cost.
Common Failure Modes of Gate Valves in Oil Production
Understanding gate valve failure mechanisms allows maintenance teams to implement targeted inspection programs and extend valve life — reducing the frequency of unplanned shutdowns that cost upstream operators an estimated $38 billion globally per year in lost production (Wood Mackenzie, 2022).
- Seat Erosion from Sand and Solids: Sand-laden crude at velocities above 10 ft/sec progressively erodes gate seat faces, especially in partially open positions. Hard-faced Stellite or tungsten carbide seats extend erosion resistance by 5–8x compared to soft or un-hardened seats. All gate valves in sand-producing wells should be operated either fully open or fully closed — never partially cracked open.
- Stem Packing Leakage: External stem leakage is the most common maintenance issue on surface gate valves, accounting for approximately 35–40% of all valve maintenance work orders on production facilities (Source: Energy Institute Good Practice Guide on Valve Management, 2021). Graphite packing retains sealing longer than PTFE in hot service, but requires careful gland follower adjustment to prevent over-compression and stem seizure.
- Thermal Binding (Solid Wedge Designs): Steam injection and high-temperature service can cause the solid wedge to lock against the seats upon cooling, requiring hydraulic jacking or heat application to free the gate. This failure can disable a wellhead master valve, potentially requiring production shutdown for remediation. The solution is to specify flexible wedge or expanding slab gate designs in any service above 300°F (149°C).
- Cavitation and Vibration Damage: Gate valves operated in the partially open position generate turbulent flow and pressure differentials that cause cavitation and internal vibration. Over time, this erodes body walls, damages seats, and can fracture the gate. The correct solution is to install a dedicated control valve or choke for flow modulation and keep gate valves fully open or fully closed.
- Sulfide Stress Cracking (SSC) in Sour Service: Gate valve stems and bolting made from high-strength steel with hardness above 22 HRC are susceptible to SSC in the presence of dissolved H2S — cracking can occur within hours of first exposure. This is addressed by NACE MR0175 material compliance at the procurement stage. Substituting non-compliant high-strength bolting to reduce cost is a documented root cause of catastrophic gate valve failures on sour-gas wellsites.
- Inactivity-Induced Seizure: Gate valves that remain open for years without operation — common on mainline block valves — can develop corrosion, scale, or wax deposits that bond the gate to the seats, making the valve impossible to close when needed. Annual partial-stroke or full-stroke exercise testing per the API 6A recommended maintenance program prevents seizure and confirms operability before an emergency arises.
Actuator Options for Automated Gate Valves in Oil Production
While most gate valves in oilfield service are manually operated, remote and automated actuation is required at unmanned wellsites, subsea installations, and safety-critical isolation points. The table below compares actuator options for gate valves in upstream petroleum service:
| Actuator Type | Actuation Time | Fail-Safe Option | Typical Gate Valve Application |
|---|---|---|---|
| Hydraulic (linear cylinder) | 15–120 seconds | Yes (spring return or accumulator) | Wellhead master valve, subsea tree gate valves |
| Pneumatic (linear cylinder) | 30–180 seconds | Yes (spring return) | Surface wellhead gate valves, pipeline block valves |
| Electric (MOV, multi-turn) | 60–300 seconds | Last position (UPS-backed optional) | Remote pipeline mainline isolation, non-safety-critical block valves |
| Electro-Hydraulic (local HPU) | 20–90 seconds | Yes (accumulator close) | Unmanned remote wellheads, pipeline block stations with ESD requirement |
Table 3: Comparison of actuator types for automated gate valves in oil extraction, including actuation speed, fail-safe capability, and recommended application.
Frequently Asked Questions About Gate Valves in Oil Extraction
Q1: What is the maximum pressure rating of a gate valve for wellhead service?
Under API 6A (Twenty-First Edition, 2018), wellhead expanding slab gate valves are available in pressure classes of 2,000, 3,000, 5,000, 10,000, 15,000, and 20,000 psi working pressure. The 20,000 psi (20K) class is the highest currently standardized, used on ultra-deep HPHT wells in the Gulf of Mexico, North Sea, and offshore Brazil where reservoir pressures exceed 15,000 psi shut-in wellhead pressure.
Q2: Why can't gate valves be used for throttling in oil production?
A gate valve operated in a partially open position generates turbulent, high-velocity flow across a reduced annular gap at the gate edge — a condition that concentrates erosion on a very small area of the seat and gate sealing surface. In sand-producing crude oil service, this can destroy the seating surfaces in a matter of hours, resulting in permanent through-leakage even when the valve is fully closed. For flow control, a dedicated choke valve, control valve, or V-notch ball valve must be used. Gate valves are designed for fully-open or fully-closed operation only.
Q3: What is the difference between a rising-stem and a non-rising-stem gate valve?
In a rising-stem gate valve, the stem moves upward out of the bonnet as the valve opens, providing a clear visual indicator of valve position — open when the stem is fully extended, closed when fully retracted. This design requires adequate vertical clearance above the valve, making it impractical in low-clearance offshore platform piping. In a non-rising-stem (NRS) design, the stem remains stationary and internal threads on the gate nut translate rotation into gate travel — the stem does not extend above the bonnet. NRS designs are preferred where height is limited, but require a separate position indicator (mechanical or electronic) to confirm valve position.
Q4: How often should gate valves in oil extraction be inspected and maintained?
The Energy Institute's Guidelines for the Management of Valves (2021) recommend that safety-critical gate valves (wellhead master valves, BOP components) be function-tested at minimum once per year and fully inspected every 3–5 years, or in accordance with the facility's risk-based inspection (RBI) program. Mainline pipeline block gate valves that are rarely operated should be exercised (full stroke or partial stroke) at minimum once per year to prevent inactivity-induced seizure. Stem packing should be inspected for external leakage quarterly and repacked or replaced at the first sign of visible weeping.
Q5: What is an expanding gate valve and why is it used on oil wellheads?
An expanding (slab) gate valve uses two parallel gate segments — a primary slab and a secondary spacer element — that are mechanically forced apart by a spring or cam mechanism as the valve reaches the closed position, pressing both segments against the upstream and downstream seats simultaneously. This provides inherent double-block sealing without relying on line pressure to energize the seat, eliminates thermal binding (because the gate does not wedge), and allows through-conduit pigging. Per API 6A, the expanding slab gate valve is the standard design for wellhead service because it achieves zero-leakage metal-to-metal sealing at pressures up to 20,000 psi without lubrication injection, and can be re-seated reliably after handling sand, scale, and produced wax.
Q6: What does "fire-safe" mean for a gate valve in oilfield service?
A fire-safe gate valve is one that has been tested and certified to maintain acceptable seat and body sealing integrity after sustained exposure to fire — typically a 30-minute burn at 1,800°F (982°C) followed by a hydrostatic pressure test, per API 6FA or API 607. In practice, this means gate valves with soft (elastomeric or PTFE) primary seats must have secondary metal-to-metal backup seats that engage when the soft seat burns away. All gate valves on hydrocarbon-carrying pipelines within the process area of a production facility are required by most operating company specifications to be fire-safe certified — even if primary seating is achieved by soft seat materials under normal conditions.
Q7: How long does a gate valve last in oilfield service?
A correctly specified and maintained gate valve in clean crude oil service should achieve a design life of 20–30 years. However, actual service life in sand-producing or sour-gas wells can be significantly shorter without hard-faced seats and NACE-compliant materials. Wellhead master valves are typically replaced or overhauled every 5–10 years during scheduled well workover operations. Pipeline mainline gate valves in buried service, with no solids in the flow stream and annual exercise testing, routinely achieve 25–40 years of service life. According to the Pipeline and Gas Journal (2022), the average installed cost of a field replacement of a large-bore (24-inch, 600# class) pipeline gate valve — including excavation, isolation, and re-commissioning — exceeds $250,000, underlining the importance of correct initial specification and preventive maintenance.
Gate Valve Selection Checklist for Oil Extraction Engineers
- Identify the required API pressure class: API 6A for wellheads (up to 20,000 psi), API 6D / ISO 14313 for pipelines, API 16A for BOP choke and kill lines.
- Specify expanding slab (parallel gate) design for all wellhead master valves and any service above 5,000 psi or above 300°F — never solid wedge.
- Require through-conduit design wherever pipeline pigging is performed and wherever valve cavity solids accumulation must be prevented.
- Verify H2S content: if H2S partial pressure exceeds 0.05 psia (0.0003 MPa), all load-bearing metallic components must comply with NACE MR0175 / ISO 15156.
- Specify hard-faced seats (Stellite or tungsten carbide) for any service involving produced sand, abrasive scale, or solid particles in the flow stream.
- Require API 6FA or API 607 fire-test certification for all gate valves on hydrocarbon-carrying piping within the process area.
- Specify pressure-seal bonnet for gate valves in ASME Class 900 and above — bolted bonnets in high-pressure service are a documented source of external leakage.
- Include an annual exercise test requirement in the maintenance program for all infrequently operated gate valves to prevent inactivity-induced seizure.
- For gate valves at unmanned or remote locations, specify hydraulic or electro-hydraulic actuation with fail-close spring or accumulator return to enable remote shutdown capability.